金属锻造技术,在人类历史上有着悠久的历史,公元前2000多年前,齐家文化出土的红铜饰物上便能明显辨识出锤锻的痕迹。到了北宋时期,冷锻技术已经能打造铁铠甲之类复杂的铁器了。我们在《清明上河图》的多个版本中,都能找到古人挥捶打铁的身影......这种手工作坊的形式直到近代科学产生后才被打破,如今普遍应用的万吨液压机便源于此。
液压机以及冲床(统称压力机),因生产效率高而被市场普遍青睐,它们广泛应用于切断、冲孔、落料、弯曲、铆合和成形等工艺。压力机本身的技术也在不断推陈出新,随着驱动技术的发展,伺服压力机的应用越来越多了。

伺服压力机和传统压力机究竟有何不同?小小的滑块有大大的讲究。
常规压力机的滑块运动时一般是自动生成运动曲线,并且部分可以由人工修改。而伺服压力机的运动轨迹则不再受余弦曲线的限制,能够通过编程来实现滑块的自由运动,从而提升设备的灵活性,提高生产工艺效率。
自由运动的滑块,其风险也会相应增加。作为压力机中最重要也是最危险的部件,是否有方便实用的解决方案来实现滑块的位置监控呢?
皮尔磁(PILZ)提供专门为压力机安全监控而开发的解决方案,集软硬件为一体且符合相关安全标准。
轻松掌握滑块位置就用PSENenco
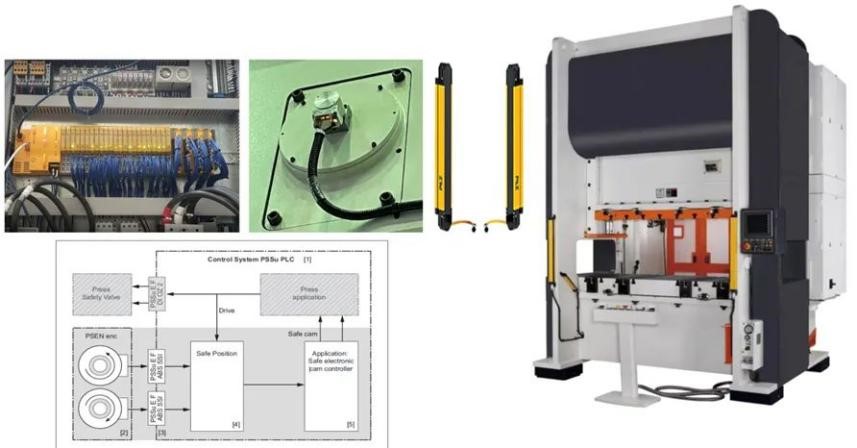
为确保压力机的安全运行,我们需要实时监测伺服压力机滑块的绝对位置。通常可以通过安装安全绝对值编码器来实现这一功能。皮尔磁(PILZ)的PSENenco系列安全编码器便是实现该功能的“绝佳利器”。

PSENenco系列中的绝对值编码器可提供2路相异、独立的绝对位置数据,还可提供1路增量型数据。2路相异、独立的绝对位置数据正好可依据双通道安全原理接入安全系统。
没有安全凸轮盒的压机也能实现安全凸轮监控
伺服驱动压力机和传统压力机在结构上有所不同,一般不再带有安全凸轮盒。那么,如何才能实现类似传统机械压力机的安全凸轮监控呢?
自动化系统PSS 4000来帮忙!
简单来说,PSS 4000系统上的可扩展接口模块,在接收到安全绝对值编码数据后,交由两个独立的模块分别监控所获取的2路绝对位置数据。
软件工具PAS 4000会对这2路数据进行交叉校验,来判断信号之间是否超出了允许的容差。随后,通过特定功能块将安全位置数据转换为安全角度数据,这样就相当于拥有了虚拟的安全凸轮。
再把安全角度数据给到控制模块,这样就能轻松判断安全虚拟凸轮所处的位置(滑块在上行还是下行,在上死点还是下死点等等),守护压力机安全工作,自然也就不在话下啦!
实现上面这些功能的模块究竟是何方神圣呢?
首当其冲的,是可灵活扩展安全绝对值编码器接口模块:PSSu EF ABS SSI,接收和监控安全绝对值编码数据的工作就是由它完成的。
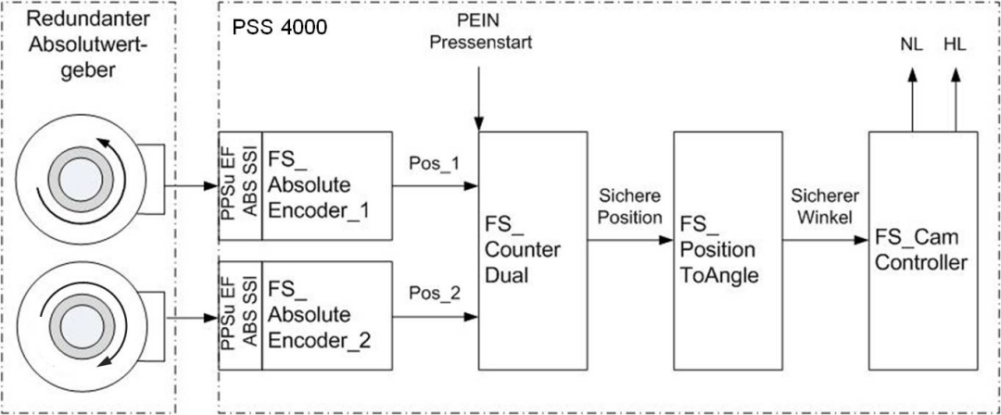
”FS_CounterDual”功能块负责数据的交叉检验。”FS_PositionToAngle”能够将安全位置数据转换为安全角度数据。”FS_CamController”则负责判断位置。除了滑块的基本安全监控功能外,”FS_CamController”功能块还能提供自动动态补偿功能,该功能根据以往周期滑块停止终止点的角度来判断计算下一周期滑块停止起始点的角度,简而言之就是上个周期停晚了,那么下个周期就提前触发“刹车”,以此来确保手动模式时,每个工作周期滑块皆能“停驻”在上死点(360°)
“多面手”PSS 4000
PSS 4000是个模块化的自动化系统,用户可根据自身需要扩展对应的安全输入输出模块,同时软件工具PAS4000提供非常丰富的安全功能块数据库,覆盖伺服压力机上常见的急停按钮、安全门、安全光幕、双手控制等安全功能。
PSS 4000的伺服压力机安全解决方案,能够轻松满足EN 692压力机标准,达到EN ISO 13849-1 PL e Cat.4的要求。目前,某国内知名压力机厂商已在多款机型上成功应用了PSS 4000的解决方案,保障了设备安全性的同时也减少了工程师设计安全回路的时间。
伺服压力机的整体安全品质得到了显著提升,厂商的上游最终用户对设备也是非常满意。