随着IC芯片设计水平及封装技术的提高,SMT正朝着高稳定性、高集成度的微型化方向发展,传统的烙铁焊已无法满足其生产技术需求。单件元器件引脚数目不断增加,集成电路QFP元件的引脚间距也不断缩小,并朝着更精密的方向发展。作为弥补传统焊接方式不足的新型焊接工艺,非接触式激光锡焊技术以其高精度、高效率和高可靠性等优点正逐步替代传统烙铁焊,已成为不可逆转的趋势。
激光锡焊是利用激光热效应完成锡材融化,实现电子器件PCB/FPCB等精密焊接过程。激光焊接的激光光源主要为半导体光源(808-980nm)。半导体光源属于近红外波段,具有良好的热效应,且其光束均匀性与激光能量的持续性,对于焊盘的均匀加热、快速升温效果显著,焊接效率高。
激光锡焊的焊接方式
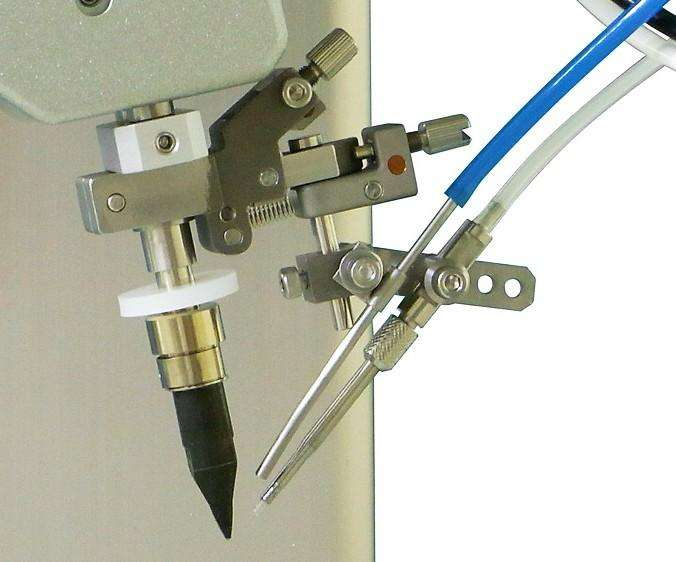
激光送丝焊接过程中,激光焊接头或产品在3轴平台的带动下,完成单点送丝焊接或移动送丝焊接的过程。实现送丝焊接过程的自动化运行。
特点:点状/环状/椭圆激光;可通过焦距调整焊点大小;可快速编程切换产品。

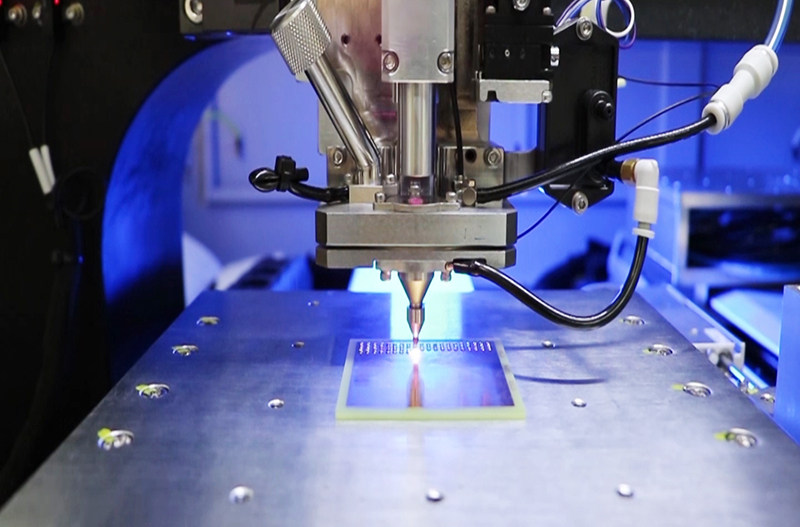
激光喷锡焊接主要针对焊点较小、热容量较小焊点,激光喷锡焊接方式可以有效的控制锡量精度与焊点温度。焊接一般采用6轴平台,实现视觉拍照与焊接的同步进行。
特点:点状激光;精密、小热容产品焊接;焊接效率高。
锡膏焊接主要针对焊接较小的器件焊接,这类器件采用送丝焊接时难以保证锡量的一致性。焊接过程一般采用3轴平台先点锡膏在激光焊接的方式,或采用6轴平台实现锡膏焊接同步进行。
特点:点状/环形/椭圆激光;可通过焦距调整焊点大小;精密产品焊接;可快速编程切换产品。
激光锡焊与烙铁焊的区别
烙铁焊一般采用接触式焊接,容易导致产品的表面刮损,焊接时烙铁头会给焊接工件带来一定的压力,造成焊点拉尖,同时存在传输风险。相比之下采用非接触式焊接的激光焊接,能较好的规避这些风险,既不会产品造成机械损伤,更不会对焊接元器件产生压力。
在焊接一些表面比较复杂的工件时,烙铁焊由于烙铁头和送丝装置占用空间较大,工件表面的元器件极易与其发生干涉。而激光焊锡送丝装置占用的空间较小,不易发生干涉现象。此外,激光焊锡设备的光斑大小可自动调节,能适应多种类型的焊点,可满足更多产品的需求,而传统的焊锡机则需更换或重新设计烙铁头。由此,激光焊锡的适应性更强。
烙铁焊焊接时一般是采用整板加热,这无疑会对部分存在的热敏元件产生不良影响,而激光焊锡过程中激光只对光斑所照射到的部分进行加热,局部温度上升较快,并能有效减小对焊点周围器件的影响。
从节材方面来看:在烙铁焊焊接工艺中大都使用烙铁头提供所需能量,但随着烙铁头的老化、磨损等使得温度达不到焊接要求,同时接触式焊接方式造成的烙铁头磨损严重,使得烙铁头需要频繁清理、更换,增加焊接成本。而激光焊接在以激光作为热源,将锡材熔入焊件的缝隙使其连接,无设备耗材从而减少生产成本。
从节能方面来看:由于传统烙铁焊接工艺的加热方式是整板加热,会造成较多热量的无意义损耗,加大电能的损耗;而激光锡焊焊接采取的局部加热方式产生热量消耗较小,可达到较好的节能效果。
由于传统烙铁焊接本身工艺的限制和控制方式的制约,送丝及焊接精度有限;而激光锡焊技术具快速加热、快速冷特性可以在焊接时使产生的金属化合物更均匀细小,焊点的力学性能更好。局部加热更有利于在元器件密集及焊点密集的电路板上焊接受热元器件和热敏感元器件,并可以减少焊点间焊接后的桥连。
非接触的激光锡焊方式减少了松香的使用与助燃剂的残留,减少有害烟尘、废渣、废料产生;激光锡焊设备已能够实时精确地控制焊点温度、防止烧板,并能大大降低了焊接工艺的调试难度,降低对操作人员的伤害。
联赢激光深耕激光焊接领域15年,凭借其行业领先的锡焊焊接技术优势,目前,公司已有多款先进锡焊设备及解决方案。
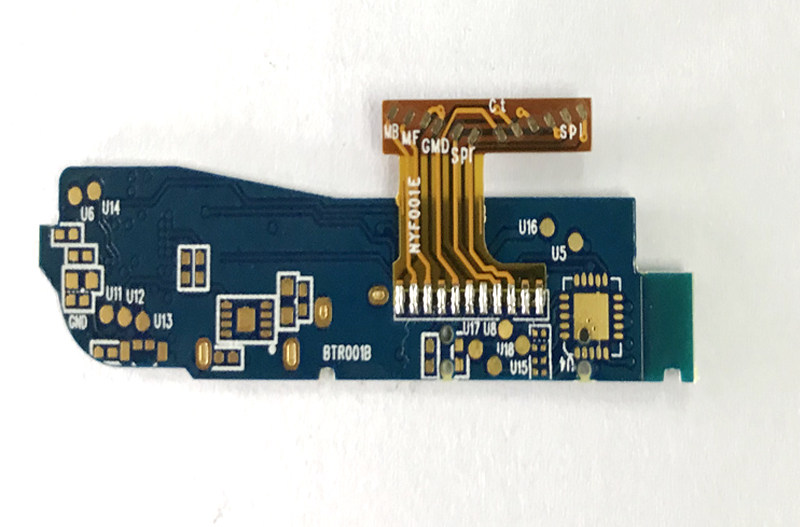
PCB锡焊倒挂焊接台

该设备专为SMT行业相关PCB板激光送丝锡焊工序定制,设备整套系统运动部分均由伺服电机控制,运动精度高、响应速度快。焊接XYZ三轴运动部分整体集成于机架内并采用独特的从下往上焊接方式,保持激光送丝焊接过程中PCB板所搭载的元器件均正向放置,焊接定位由视觉MARK点锁定每块PCB板上元器件相对位置,确保焊接位置的准确性。进出料皮带线机构由XY轴搭载伺服电机可在一定范围内自动适应不同PCB板规格,达到一机多用的效果,同时此设备既能支持上下游工序设备的无缝衔接自动生产,也可支持手动人工上下料,并适应不同工况。设备动作主要工艺流程有自动进料、自动挡停压紧、视觉定位焊点、自动送丝焊接、自动松开放行、自动出料,亦可根据特定产品增加定制工序。整机效率高、维护少、广泛应用于SMT行业各种PCB板电子元器件插件后针脚与焊盘的精密自动锡焊焊接领域。
PCB板流水线自动上料→可调流水线夹紧PCB板→视觉定MARK点→3轴底部送锡丝焊接针脚→PCB板自动下料
锡球喷射焊接台

整台设备由大理石结合钣金方通组成,确保高速焊接机台振动小稳定性高。采用双工位工作模式,最大限度利用锡球出射头提高焊接效率。焊接部分搭载直线电机结合送料研磨模组实现短距离平稳启停、长间距快速响应,高标准的重复定位精度从而保证产品焊接一致性、稳定进。先进的锡球喷射技术可满足精密电子元器件锡焊焊接,出球速度最快可达3球/s,进而避免传统的电烙铁锡丝焊低精度、低效率弊端,同时设备操作简便,极大程度提高客户产品产能,达到高效益、高回报的双赢局面。
人工上料→视觉定位→喷球焊接→人工下料
锡焊技术应用领域包括以印刷电路板为载体的各类电子模块和电子产品的制造;消费电子领域元器件直接锡焊连接的天线、电声组件、微电机等功能部件的制造;汽车电子领域动力驱动、行驶管理、安全功能、车载智能等各类控制单元及机电一体化零部件的生产;电力电气行业智能节电装置或计电产品中智能数控单元的制造;LED照明设备中LED模块、散热模块等连接;航空航天制造中精密仪表、航空插座、连接器的生产以及太阳能光伏产业的电池组件制造和接线盒生产等。
